

Calcolo Tempi
Progetto: SICAM32
Versione: 14.1 sp4
Autore: Marco Cassinelli
Data: 31 maggio 2002
Obiettivo:
Impostare i parametri per ottenere un attendibile calcolo tempi per macchine laser, punzonatrici e combinate
Utilizzo
Alla pressione del tasto di calcolo tempi, apparirà una maschera di raccolta parametri e riepilogo risultati, divisa in quattro sezioni, una per i parametri laser, una per le punzonatrici, una per riepilogare i risultati ottenuti e una per segnalare eventuali errori. Seguono i parametri da impostare per le macchine Laser e le Punzonatrici.
Calcolo Tempi Laser:
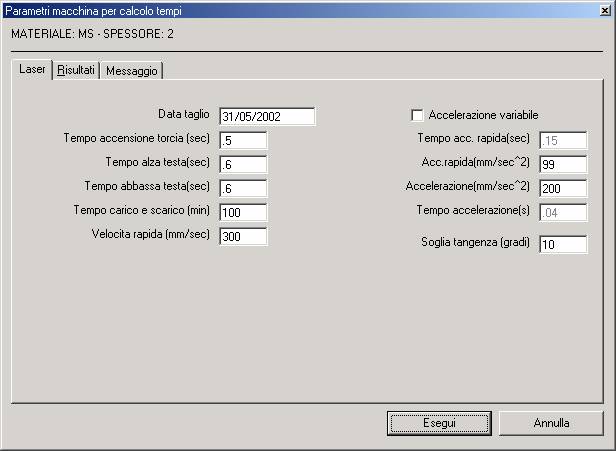
La sezione del calcolo tempi laser presenterà una maschera
come riportato:
Glossario:
- Tempo accensione Torcia in secondi esprime il tempo necessario ad accendere la torcia
- Tempo alza testa in secondi esprime il tempo necessario a portare la testa da bassa a alta
- Tempo abbassa testa in secondi esprime il tempo necessario a portare la testa da alta a bassa
- Tempo carico e scarico in minuti indica il tempo per fare una operazione di carico\scarico lamiera
- Velocità rapida in mm/sec indica la massima velocità di rapida
- Flag Accelerazione Variabile se selezionato indica di utilizzare i tempi per l’accelerazione di rapida e di taglio altrimenti utilizza le accelerazioni impostate
- Tempo acc. Rapida in secondi indica dopo quanto tempo si è raggiunta la velocità massima di rapida
- Acc.rapida in mm/secondi^2 indica con quale accelerazioni avvengono le rapide
- Accelerazioni in mm/secondi^2 indica con quale accelerazioni avvengono i tagli
- Tempo accelerazione in secondi indica dopo quanto tempo si è raggiunta la velocità massima di taglio
-soglia tangenza in gradi esprime l’angolo per cui la testa non deve rallentare ma può fare il taglio o la rapida a velocità massima
N.b.
La velocità di taglio dipende dalle linee laser e quindi viene letta dalle tabelle della macchina
Calcolo Tempi Punzonatura:
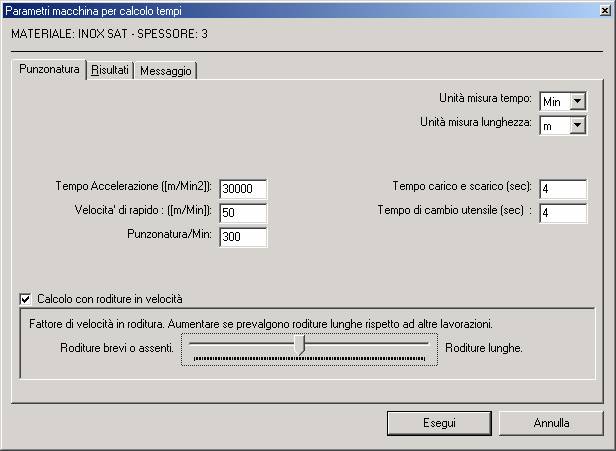
La sezione dei parametri per le punzonatrici contiene i seguenti valori:
- unità di misura del tempo da utilizzare nei calcoli e per i parametri (in alto a destra)
- unità di misura dello spazio da utilizzare nei calcoli e per i parametri (in alto a destra)
- accelerazione di rapida
- vel. max di rapida
- numero di punzonate nell'unità di tempo selezionata
- tempo di scarico in botola in secondi
- tempo medio di cambio utensile
- checkbox per abilitazione calcolo tempo roditure "in velocità"
- soglia che indica se le roditure prevalgono sulle punzonature
Questi parametri sono associati alla macchina, al materiale ed allo spessore. La prima volta che si simula una lamiera con una certa macchina, un certo materiale ed un certo spessore, il sistema propone dei valori di default, che sono quelli utilizzati dai nostri test.
I valori sono:
- accelerazioni = 30000 m/min2
- vel. max. = 50 m/min
- punzonate nell'unità di tempo = 300 (questo valore è ricalcolato tenendo conto degli spostamenti tra un colpo è l'altro, in pratica è il numero di punzonate che la macchina potrebbe fare se non si spostasse tra una punzonata è l'altra)
- tempo carico e scarico e tempo cambio utensile = 4
- calcolo roditure in velocità ABILITATO
- soglia = 0 (tutte le roditure calcolate in velocità)
RISULTATI DEL CALCOLO TEMPI:
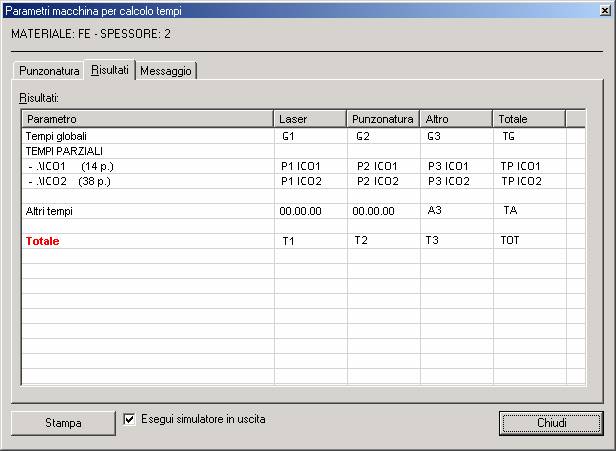
Dopo la simulazione verrà presentata una videata con i risultati del calcolo tempi:
Glossario
Tempi globali: indica i tempi non assegnabili a delle icone ma solo alla lamiera, in particolare:
G1: tempo di taglio del laser
G2: tempo di punzonatura + tempo di roditura
G3: Tempo rapida
TG: = G1 + G2 + G3
Tempi parziali: indica i tempi assegnabili a delle icone, per ogni icona si avrà:
P1: Tempo laser riferito all’icona dato da:
Tempo di taglio laser + Tempo Piercing + Tempo Attacco + Accensione Torcia
P2: Tempo di Punzonatura relativo dell’icona
P3: Tempo rapida interna + Tempo Alza/Abbassa testa + Tempo Ritardo
TP: =P1 + P2 + P3
Altri Tempi:
A3: Tempo di Carico/Scarico lamiera + Tempo Cambio Utensile + Tempo scarico botola
TA: A3
L’ultima riga indica i totali:
T1: = G1 + Somma di tutti i P1
T2: = G2 + Somma di tutti i P2
T3: = G3 + Somma di tutti i P3 + A3
TOT = T1 + T2 + T3 TEMPO TOTALE DI LAVORAZIONE DELLA LAMIERA
STAMPA CALCOLO TEMPI
Se utilizzo nel file report.dat la direttiva $TIMEWORK viene stampato il tempo totale per lavorare(Laser + punzonatura + Roditura + rapide etc..) tutta la lamiera che corrisponde al campo TOT visualizzato a video.
Se utilizzo nel file report.dat la direttiva $TIMEPUNCHWORK viene stampato il tempo totale
per la Punzonatura+Roditura che corrisponde al campo
T2 visualizzato a video
Se utilizzo nel file report.dat la direttiva $TEMPI ecco cosa viene stampato nel calcolo tempi e le corrispondenze con quello proposto a video:
Sezione Tempi Globali:
Contiene i tempi assegnabili alla lamiera e non direttamente ad un’icona ovvero
“Tempo Carico e scarico” + “Tempo cambio utensile” corrisponde a (A3 - Tempo scarico botola)
“Tempo Taglio comune” corrisponde al campo G1
“Tempo totale di rapida” corrisponde al campo G3
“Tempo di punzonatura” corrisponde al campo G2
“Tempo di lavorazione lamiera” corrisponde al campo TOT.
Sezione Icone:
Contiene i tempi associati alle icone.
“Tempo taglio” + “Tempo attacco” + “tempo accensione torcia” + “tempo Piercing” corrisponde al campo P1 dell’icona
“Tempo rapida interna” + “Tempo alza testa” + “ Ritardi” corrisponde al campo P3 dell’icona
“Tempo totale di taglio di tutte le icone” che indica il tempo stimato per tagliare tutte le uguali icone in esame. Attenzione in questo tempo vengono inclusi(assegnati e ripartiti) i tempi assegnati alla lamiera(tempi globali) e quindi non corrispondono al campo TP proposto a video.