|
Dr. F. Parodi - Esperto in Ricerca & Sviluppo Industriale Pubblicazioni Web: # 2 |
|
Dr. F. Parodi - Esperto in Ricerca & Sviluppo Industriale Pubblicazioni Web: # 2 |
|
Resine Rapide Isocianato–Epossido ad Alte Prestazioni FPR |
| per Compositi Strutturali |
| e Impieghi Elettrici/Elettromeccanici Impegnativi |
|
Fabrizio Parodi |
le resine Isocianato–Epossido FPR sono prodotti proprietari Dr. F. Parodi
__________________________________________________________________________________________
|
INDICE 1. Le Resine Termoindurenti ad Alte Prestazioni 2. Poli(isocianurati) e Poli(2-ossazolidoni) 3. Le Resine Rapide Isocianato–Epossido ad Alte Prestazioni FPR 3.2 Caratteristiche di Processabilità 3.1a Pot-life e velocità di polimerizzazione 3.1b Processabilità a microonde 3.1c Proprietà reologiche 3.3 Proprietà delle Resine Polimerizzate 3.3a Temperatura di distorsione 3.3b Resistenza termica e termo-ossidativa 3.3c Resistenza al fuoco 3.3d Assorbimento di acqua e resistenza chimica 3.3e Proprietà meccaniche e termo-meccaniche delle resine pure indurite 3.3f Fabbricazione e proprietà meccaniche di materiali compositi strutturali 3.3g Proprietà elettriche 4. Principali Gradi di Resine Isocianato-Epossido FPR Sviluppati 4.2 Catalizzatori di Polimerizzazione Specializzati e Proprietari FPC 6. Risposte a Domande Frequenti
|
__________________________________________________________________________________________
| ______________________________________________________________________________ | ||||||
| Tabella 1a - Resine Termoindurenti Convenzionali: valori di Tg e costi relativi a confronto | ||||||
|
______________________________________________________________________________ |
||||||
|
|
|
ortoftaliche | Tg = 90 ÷ 100°C | costo relativo = 1.0 | ||
|
poliestere insature |
isoftaliche | Tg = 115 ÷ 125°C | costo relativo = 1.1 ÷ 1.2 | |||
|
|
bisfenoliche | Tg = 110 ÷ 130°C | costo relativo = 1.2 ÷ 1.4 | |||
|
|
||||||
|
vinil-estere |
|
standard | Tg = 120 ÷ 130°C | costo relativo = 2.7 ÷ 3.2 | ||
| multifunzionali | Tg = 160 ÷ 185°C | costo relativo = 3.5 ÷ 4 | ||||
|
|
||||||
|
epossidiche + induritori standard |
|
resine standard |
|
Tg = 120 ÷ 165°C | costo relativo = 2.8 ÷ 3.5 | |
| epossi-novolacche | costo relativo = 4.8 ÷ 5.5 | |||||
|
|
||||||
|
fenoliche |
||||||
|
ammino-resine (urea-formaldeide, melammina-formaldeide, ecc.) |
||||||
|
______________________________________________________________________________ |
||||||
| ________________________________________________________________________________ | |||||
| Tabella 1b - Resine Termoindurenti ad Alte Prestazioni: valori di Tg e costi relativi a confronto | |||||
| ________________________________________________________________________________ | |||||
|
epossidiche convenzionali ed epossi-novolacche + induritori speciali |
|
Tg = 180 ÷ 280°C | costo relativo = 4.5 ÷ 6.5 | ||
|
|
|||||
|
resine epossidiche multifunzionali speciali + induritori speciali |
|
Tg = 260 ÷ 340°C |
costo relativo = 8 ÷ 15 |
||
|
|
|||||
|
poliimmidiche di condensazione |
Tg > 450°C |
|
|||
|
poliimmidiche PMR |
Tg = 400 ÷ 450°C |
costo relativo = > 60 |
|||
|
bismaleimmidiche std. |
Tg = 350 ÷ 400°C | ||||
|
|
|||||
|
polistiril-piridiniche |
|
||||
|
acetilen- (ovvero etinil-) funzionali |
|||||
|
benzociclobuteniche |
costo relativo = 20 ÷ 50 |
||||
|
cianato-funzionali |
|||||
|
N-cianoureido-funzionali |
|||||
|
|
|||||
|
resine ISOCIANATO-EPOSSIDO FPR S (tipi standard) |
Tg = 270 ÷ 300°C |
costo relativo = 3.6 ÷ 4.5 |
|||
|
resine ISOCIANATO-EPOSSIDO FPR H (tipi speciali) |
Tg = 300 ÷ 320°C |
costo relativo = 4.3 ÷ 5.0 |
|||
|
________________________________________________________________________________ |
|||||
|
A causa della chimica complessa e/o dei costosi intermedi organici coinvolti, queste resine sono purtroppo e come noto caratterizzate da livelli di prezzo ( in pratica di almeno 4-20 volte superiore rispetto alle migliori resine termoindurenti convenzionali) che ne confinano tuttora l'impiego industriale ai ristretti campi dei materiali compositi per costruzioni missilistiche, aeronautiche militari e aerospaziali, e delle apparecchiature e componenti elettrici ed elettronici speciali, per le cui assai critiche condizioni di lavoro esse erano state specificamente sviluppate nel corso degli anni '70 e '80 del secolo scorso. Al di là dei non trascurabili aspetti economici, per di più, queste stesse resine sono affette da intrinseche e spesso considerevoli criticità di processing, essendo per la quasi totalità costituite da solidi di cui sono necessarie la preventiva liquefazione e la manipolazione a caldo, o addirittura l'applicazione come soluzioni in solventi organici da eliminare successivamente per evaporazione, nonché, nella generalità dei casi, caratterizzate da chimismi di curing lenti o comunque richiedenti elevate temperature di lavorazione: tipicamente superiori a 150°C + successivi cicli di post-indurimento a temperature di 200-300°C e anche superiori. |
|
|
|
|
|
Tra gli svariati prodotti polimerici contenenti strutture chimiche eterocicliche ad alta stabilità termica, termo-ossidativa e chimica (esemplificate in Schema 2) sintetizzabili dagli isocianati organici attraverso una pluralità di reazioni di cicloaddizione o ciclocondensazione [5], rivestono una notevole e consolidata importanza industriale i poli(isocianurati), materiali polimerici tipicamente vetrosi, densamente reticolati e fragili, contenenti una pluralità di strutture isocianurato (A), largamente utilizzati come eccellenti materiali cellulari rigidi per isolamento termico e/o acustico [derivanti da reazione di ciclotrimerizzazione diretta, e volendo molto rapida, di poliisocianati e/o oligomeri isocianato-funzionali, promossa da svariatissimi catalizzatori [5]: Equazione (1) di Schema 3].
|
|
|
|
|
|
Parallelamente, hanno suscitato interesse negli anni i poli(2-ossazolidoni), polimeri termoplastici caratterizzati da una costituzione chimica comprendente le strutture eterocicliche penta-atomiche ossazolidin-2-one (o semplicemente 2-ossazolidone) bisostituite (B.1) e/o (B.2) [convenientemente ottenibili, tramite opportuni catalizzatori, attraverso reazione di cicloaddizione tra isocianati ed epossidi: Equazione (2) di Schema 3]. |
|
|
|
|
|
|
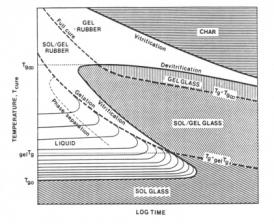
| (a) diagramma TTT completo di una resina termoindurente generica | (b) diagramma CHT completo di una resina termoindurente generica | |
|
Figura 1 - Diagrammi di trasformazione delle resine termoindurenti: a) relativi a trattamenti di curing a temperatura costante [diagrammi Time–Temperature–Transformation (diagrammi TTT)]; b) relativi a trattamenti sotto riscaldamento continuo, a velocità di riscaldamento costante [diagrammi Continuous Heating Transformation (diagrammi CHT)]. |
||
|
|
|
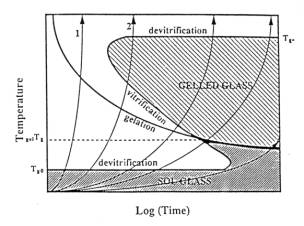
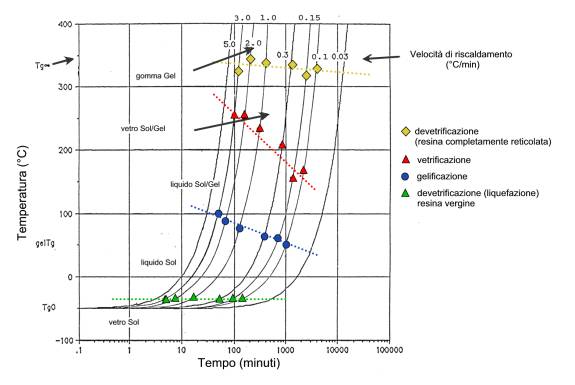
Figura 2 - Diagramma TTT di una resina ISOCIANATO–EPOSSIDO FPR S-1 std. (a catalisi medio-lenta). |
 |
|
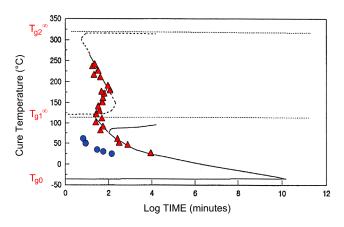
Figura 3 - Diagramma di trasformazione in riscaldamento continuo a velocità costante [diagramma Continuous Heating Transformation (diagramma CHT)] della resina ISOCIANATO–EPOSSIDO a prestazioni speciali FPR H-0 pura, a catalisi lenta. |
|
|
|
|
|
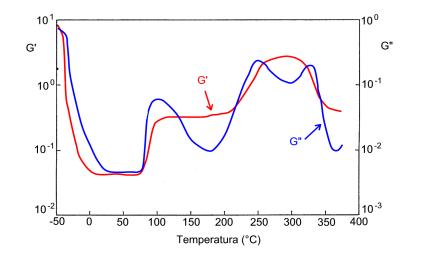
Figura 4 - Fasi dell'intero processo di curing dinamico di una resina isocianato-epossido speciale FPR H-1 std. a catalisi lenta (sotto rampa lineare di riscaldamento a 2°C/min sino a 360°C) evidenziati attraverso l'evoluzione delle relative proprietà dimamico-meccaniche (G' e G"). |
|
3.2b Processabilità a Microonde Grazie alle modalità di azione dei loro specifici catalizzatori, queste resine isocianato–epossido sono ideali per essere indurite e/o post-indurite mediante trattamenti a microonde (UHF): con queste modalità di lavorazione, i tempi di indurimento e post-indurimento possono essere minimizzati a 1/4 ÷ 1/10 di quelli sopra citati per condizioni di lavorazione convenzionali [10-12]. A titolo di esempio, il ciclo di 2 ore di post-curing a 180-220°C di laminati S-RIM di resina FPR S-1 rinforzata a fibre di vetro può essere sostituito con un trattamento di soli 15 minuti sotto riscaldamento a microonde con una temperatura media dei laminati stessi di 225°C. Catalizzatori recentemente sviluppati specificamente per il processing a microonde ( FPC W1 e FPC W2 ) consentono la preparazione e l'impiego di composizioni di resine FPR con una combinazione interessantissima di pot-life a temperatura ambiente particolarmente lungo (sino a 4-6 ore) e indurimento particolarmente veloce sotto irradiazione. |
|
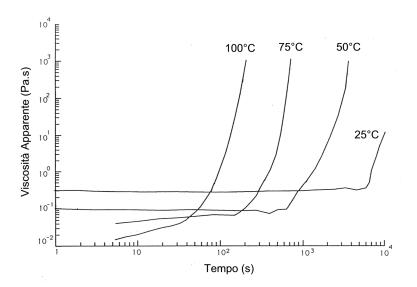
3.2c Proprietà Reologiche
|
|||||||||||||||||||
|
3.3 Proprietà delle Resine Polimerizzate
3.3a Temperatura di Distorsione
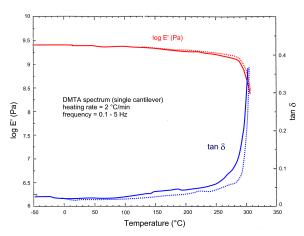
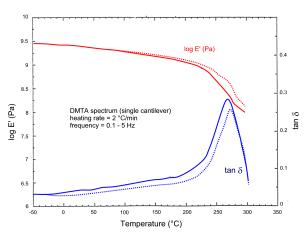
Temperatura di transizione vetrosa ( Tg ~ HDT ). A seconda della formulazione: Tg delle resine ISOCIANATO-EPOSSIDO standard FPR S = 250 ÷ 300°C (tipicamente: 270 ÷ 300°C); Tg delle resine ISOCIANATO-EPOSSIDO speciali FPR H = 300 ÷ 320°C. Formulazioni flessibilizzate delle resine hanno temperatura di transizione vetrosa ridotta nell'intervallo 180 – 240°C, mentre la Tg delle versioni parzialmente flessibilizzate è compresa nell'intervallo 230 ÷ 270°C. Ad esemplificazione di tali valori, gli spettri dinamico-meccanici di Figura 6 evidenziano un valore di Tg per la resina standard FPR S-1 di ~ 300°C (in ottima concordanza con il valore di ~ 290°C risultante dall'analisi DSC), e di 265-275°C per la resina a bassa viscosità FPR S-1 LV parzialmente flessibilizzata. |
 |
 |
|
|
(a) resina FPR S-1 std. (HDT > 250°C) |
(b) resina FPR S-1 LV parzialmente flessibilizzata (HDT = 230-240°C) |
|
|
Figura 6 - Spettri dinamico-meccanici, in scansione di temperatura, di due resine pure isocianato–epossido completamente polimerizzate. |
||
|
3.3b Resistenza Termica e Termo-ossidativa Le resine completamente reagite possiedono un'eccellente stabilità termica sino a 280°C, potendo correntemente sostenere temperature di uso continuo > 150°C, e tipicamente di 180 ÷ 200°C, nonchè picchi di temperatura sino a 350-360°C. Il loro invecchiamento ad alta temperatura comporta, sia in atmosfera inerte che in aria, una semplice e lenta perdita di peso, senza alcun danneggiamento microstrutturale della massa né della superficie, che rimane infatti liscia e brillante. A titolo di esempio, la perdita di peso di provini di resina pura è del 5 - 6 % dopo 200 ore di esposizione continuata in aria a 250°C, mentre quella delle resine rinforzate con fibra di vetro o caricate con polveri minerali inerti come farina di quarzo, caolini calcinati, silici, ecc. (60% in peso di fibre o di cariche minerali) varia nell'intervallo 2.5 - 2.8 % dopo 2000 ore continue a 200°C pure in aria. A titolo comparativo, Tabella 4 riporta i valori tipici di perdita di peso sotto esposizione continua ad alte temperature in aria per diversi materiali epossidici di qualità di impiego consolidato. I dati di Tabella 4 evidenziano un'apprezzabile superiorità delle resine FPR H persino nei confronti dei materiali epossidici con induritori anidridici, la cui resistenza termo-ossidativa a lungo termine è ben riconosciuta come ottimale, ed inferiore (nell'ambito dei materiali polimerici termoindurenti) solamente a quella delle ben più costose e tecnicamente impegnative resine immidiche, cianato- e acetilen-funzionali. |
|
Tabella 4 - Resistenza Termo-ossidativa a Lungo Termine delle Resine ISOCIANATO-EPOSSIDO FPR a Confronto con Sistemi Epossidici Correnti di Qualità: perdite di peso % sotto esposizione continua a caldo in aria (provini delle diverse resine, prive di additivi, completamente termoreticolate). |
||||
| perdita
%
di peso
dopo |
resine FPR H | DGEBA, DGEBF & epossi-novolacche | epossi-novolacche
+ DDS |
|
| + anidridi std. | + ammine std. | |||
| 200 h a 210 °C | 0.3 ÷ 1.3 % | 2.5 ÷ 5.8 % | ||
| 100 h a 260 °C | 4.8 ÷ 6.1 % | > 6 % * | ||
| 200
h a 250 °C
200 h a 260 °C |
5
÷ 6 %
|
9.0 ÷ 10.5 % |
> 10 % * |
> 10 % * |
|
Tg dei diversi materiali |
300 ÷ 320°C | 140 ÷ 220°C | 130 ÷ 220°C | 210 ÷ 255°C |
|
* con forti alterazioni ossidative dei materiali |
||||
|
3.3c Resistenza al Fuoco Le resine indurite possiedono intrinseche proprietà ritardanti di fiamma (a differenza delle resine poliestere insature, vinil-estere ed epossidiche convenzionali), esibendo un comportamento al fuoco non molto diverso da quello delle resine fenoliche e immidiche. Classificazione secondo UL 94 (Underwriters Laboratories) per provini di spessore std. = 3.2 mm:
|
|
3.3d Assorbimento di Acqua e Resistenza Chimica
|
||||||||||||||||||||||
|
Tabella 6 - Resistenza Chimica a Lungo Termine delle Resine ISOCIANATO-EPOSSIDO FPR a Confronto con i Materiali Epossidici di Qualità di Impiego Consolidato. |
||||
| resistenza | resine FPR H | DGEBA, DGEBF & epossi-novolacche | epossi-novolacche
+ DDS |
|
| + anidridi std. | + ammine std. | |||
|
idrolitica |
"illimitata" | molto critica | buona | ottima |
|
agli oli minerali sino a 200°C |
eccellente | buona | ottima | ottima |
|
ai solventi organici comuni |
ottima | buona | ottima | ottima |
|
alle basi forti diluite alle basi forti concentrate |
eccellente
ottima |
scarsa
molto scarsa |
ottima
buona |
eccellente
ottima |
|
agli acidi forti diluiti agli acidi forti concentrati |
eccellente
ottima |
buona
sufficiente |
scarsa
molto scarsa |
critica
scarsa |
|
all'acido nitrico e miscele nitriche |
buona | scarsa | molto scarsa | scarsa |
| Tg dei diversi materiali | 300 ÷ 320°C | 140 ÷ 220°C | 130 ÷ 220°C | 210 ÷ 255°C |
|
3.3e Proprietà Meccaniche e Termo-Meccaniche delle Resine Pure Completamente Polimerizzate
Una comparazione di questi valori delle caratteristiche meccaniche a flessione con i corrispondenti intervalli di variabilità per diverse tipologie di materiali epossidici correnti di qualità (esposta in Tabella 7) evidenzia un'equivalente rigidità ed una oggettiva inferiorità media del 20% circa della resistenza a rottura delle resine FPR rispetto ai materiali epossidici [per materiali condizionati a 23°C a secco (in ambiente ad umidità relativa del 50-55%)]. A causa delle superiori - molto superiori capacità di assorbimento di acqua dei materiali epossidici rispetto alle resine FPR (vedi paragrafo 3.3d e Tabella 5), caratterizzazioni comparative su materiali condizionati a lungo a 23°C in ambiente a umidità relativa del 95-100 % hanno evidenziato il raggiungimento di un'equivalenza generale della resistenza a flessione e trazione tra i diversi materiali epossidici posti a confronto e le resine FPR, e di una significativa superiorità di modulo elastico di quest'ultime rispetto ai medesimi materiali epossidici di riferimento.
|
|
Tabella 7 - Caratteristiche Meccaniche a Flessione delle Resine ISOCIANATO-EPOSSIDO FPR a Confronto con i Sistemi Epossidici Correnti di Qualità: caratteristiche a flessione a 23°C sec. ASTM D790 (materiali condizionati a secco a 23°C). |
||||
| resine FPR S & H | DGEBA, DGEBF & epossi-novolacche | epossi-novolacche
+ DDS |
||
| + anidridi std. | + ammine std. | |||
| carico
di rottura (MPa) |
90 ÷ 110 | 125 ÷ 145 | 90 ÷ 130 | 120 ÷ 140 |
| modulo
elastico
(GPa) |
3.0 ÷ 4.0 | 3.2 ÷ 3.5 | 2.6 ÷ 3.4 | 3.2 ÷ 3.4 |
| Tg dei diversi materiali | 270 ÷ 320°C | 140 ÷ 220°C | 130 ÷ 220°C | 210 ÷ 255°C |
|
3.3f Fabbricazione e Proprietà Meccaniche di Materiali Compositi Strutturali
|
|
alimentazione resina |
► |
|
|
|
Figura 7 - Macrofotografia ottica relativa all'evoluzione del processo di impregnazione del riempimento in fibre di vetro (4 strati di stuoia da 345 g/mq) di una sacca Bag Molding in depressione (Vacuum Infusion Molding) da parte della resina FPR S-1 a catalisi lenta a temperatura ambiente (retroilluminazione + luce incidente). |
|||
|
alimentazione resina |
► |
|
|
||
|
(a) luce incidente |
b) luce incidente |
||||
|
|
|
|
|||
|
(c) retroilluminazione a luce visibile + luce UV incidente |
(d) retroilluminazione |
(e) retroilluminazione |
|||
|
Figura 8 - Stereo-micrografie ottiche del fronte di avanzamento della resina FPR S-1 a catalisi lenta nell'impregnazione del riempimento di 4 strati di stuoia in fibre di vetro di una sacca Bag Molding in depressione (Vacuum Infusion Molding). |
|||||
laminati quasi-isotropici a 8 strati (0, 90, ±45°, simmetrico); caratteristiche a 23°C
laminati ortotropici a 8 strati (0, 90°); caratteristiche a 23°C
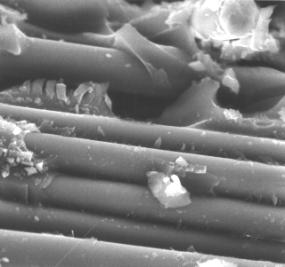
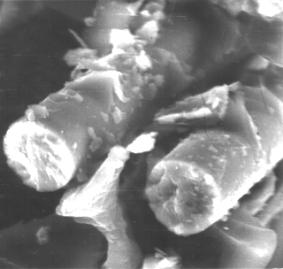
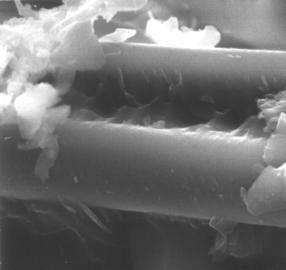
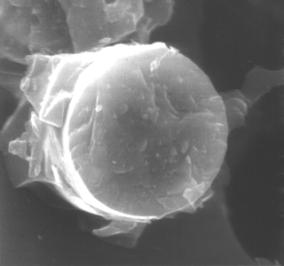
Le eccellenti proprietà meccaniche dei materiali rinforzati realizzabili con queste matrici termoindurenti sono legate alla loro ottima adesione alle fibre di rinforzo, come evidenziato dalle micrografie SEM di frattura ad urto di compositi a fibre di vetro di Figura 9 (che esemplificano, sia con matrici FPR standard che parzialmente flessibilizzate, la permanenza di porzioni significative di matrice polimerica vetrosa frantumata strettamente legata alla superficie delle fibre, nonostante gli evidenti connotati di frattura fragile dei compositi) e come testimoniato dai valori tipici di resistenza al taglio interlaminare (short-beam shear strength, secondo ASTM D2344) di laminati ortotropici a fibre di vetro e di carbonio:
|
|
|
|
|
|
|
||
|
(a) matrice: resina FPR S-1 std. |
||
|
|
||
|
|
|
|
|
|
||
|
(b) matrice: resina FPR S-1 parzialmente flessibilizzata |
||
|
Figura 9 - Micrografie SEM di frattura distruttiva per urto ball-drop a temperatura ambiente di compositi RTM a matrice ISOCIANURATO–OSSAZOLIDONE FPR con rinforzo di stuoia di fibre di vetro. |
||
|
3.3g Proprietà Elettriche Le resine FPR sono caratterizzate di per sé da uno spettro di proprietà elettriche (rigidità dielettrica, costante e fattore di perdita dielettrica, resistività di superficie e di volume, come pure durevolezza termica) complessivamente equivalente a quello dei migliori materiali epossidici commerciali specializzati per applicazioni elettriche impegnative a media tensione (trasformatori di elevata potenza, grandi resistenze, condensatori di alta capacità, isolatori, ecc.). Materiali colati da resine FPR H-0 e H1 caricate con farina di quarzo al 60% in peso possiedono le seguenti caratteristiche tipiche:
|
|
4. Principali Gradi di Resine Isocianato–Epossido FPR Sviluppati
4.2 Catalizzatori di Polimerizzazione Specializzati e Proprietari FPC I Catalizzatori FPC sono insensibili all'umidità, sono prodotti non tossici, non nocivi, non corrosivi e non infiammabili, con una stabilità minima garantita di un anno a temperatura ambiente quando appropriatamente conservati in contenitori chiusi e protetti da prolungate esposizioni alla luce solare o a fonti artificiali di luce attinica (preferibilmente in lattine o fustini metallici, ovvero in contenitori di vetro scuro). I prodotti "Catalizzatore puro" sono disponibili solo unitamente ai sistemi FP Resin System completi. I prodotti "Catalizzatore concentrato" sono fornibili separatamente dai componenti "isocianato" e "resina epossidica" dei sistemi FP Resin System agli utilizzatori interessati ad approvvigionarsi autonomamente, secondo le specifiche, degli isocianati liquidi e delle resine epossidiche per i diversi sistemi FP Resin System.
|
|
6.
Risposte
a
Domande Frequenti
|
le resine Isocianato–Epossido FPR sono prodotti proprietari Dr. F. Parodi
_______________________________________________________________________________
ritorna all'indice delle pubblicazioni web
|
© Dr. Fabrizio Parodi - 2000-2015 |